Blanking Die Clear Sheet Metal

Punching Metals Metal Fabricating Process Welding Services Process Custom Metal

Metal Blanking Dies Hole Punching By Unipunch
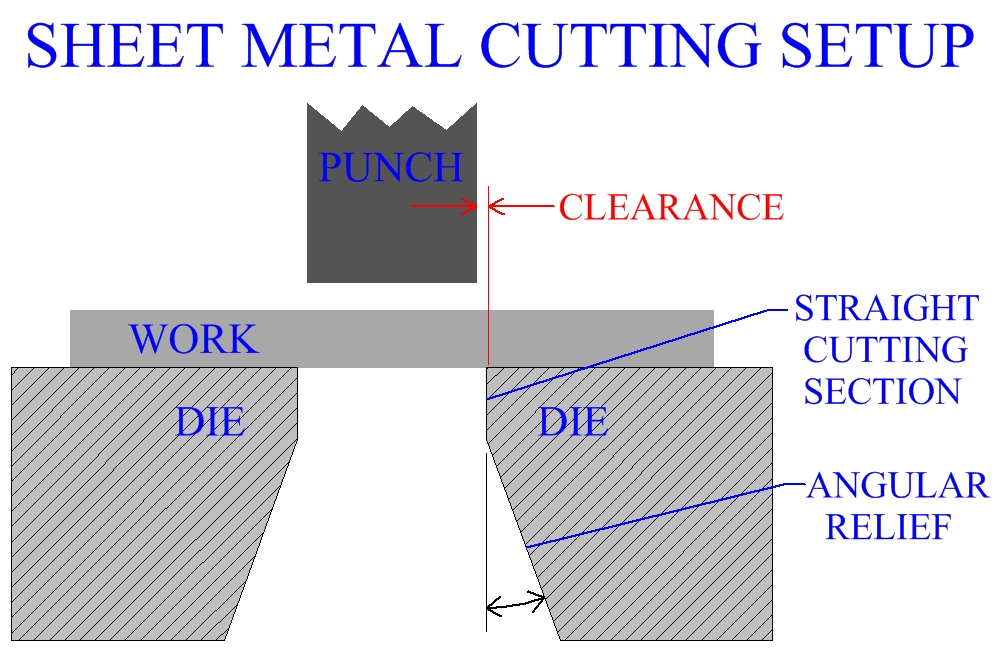
Sheet Metal Cutting

Deep Drawing An Overview Sciencedirect Topics
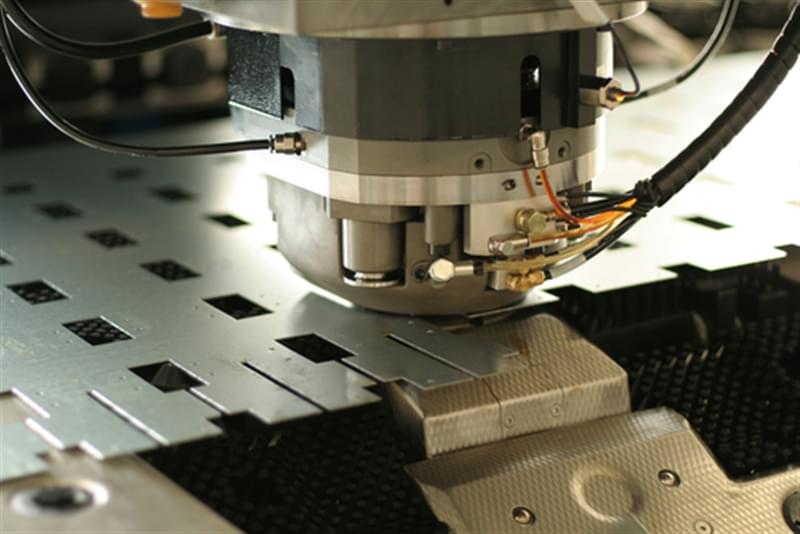
Sheet Metal Punching And The Differences With Stamping

176 Dark Patina Table Top Edge Trim Clear Lacquered Steel Sheet Metal Steel Table Table Top Design
Punched sheet metal therefore requires the same form as the die used.
Blanking die clear sheet metal.

Making A Tool Stamp For Stamping Out Flat Metal Shapes Metal Working Metal Crafts

Deep Drawing Sheet Metal Metal Shaping Sheet Metal Work

One Of The Best Things Since Sliced Bread Jewelry Making Tutorials Soldering Jewelry Metal Working

Bulletproof Silhouette Press Dies Soft Triangles Set Our Etsy Jewelry Making Tools Metalwork Jewelry Jewelry Making

Sun Glory Stainless Steel Welding Seam Flatten Machine How To Make Insul In 2020 Stainless Steel Welding Insulated Bottle Steel Drum

Electrical Box Panel Bending In 2020 Metal Sheet Metal Working Control Panels

Metal Working Ideas Children Of All Ages Can Also Enjoy Making Crafts And Other Art Creat Caja De Herramientas Cajas De Herramientas Herramientas De Herreria
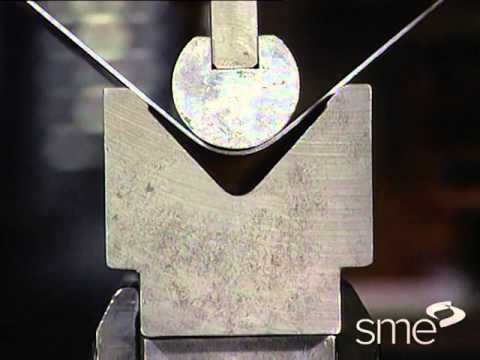
Sheet Metal Shearing Bending Youtube

Modified Hydraulic Press Installation Pics 20 Ton Hydraulic Press Hydraulic Metal Stamping

Progressive Die Design Showing The Lower Unit On The Left And The Upper Unit On The Right The Tool Has Been Designed To Prod Tool Design Metal Stamping Design

Fabral 12 Ft Galvanized Steel Roof Panel 4736008000 The Home Depot Corrugated Metal Roof Metal Roof Panels Steel Roof Panels

Riveted Aged Copper Panel Metal Wall Panel Sheet Metal Wall Metal Door

Willoughby Shelf Display Display Shelves Shelves Adjustable Shelving

4 Ft Sheet Metal Hand Brake By J Chakey Metal Fabrication Tools Sheet Metal Bender Metal Working

Sheet Metal Fabrication Basics 7 Strategies For Punching Success

Metal Forming Process Types Photo Metal Forming Photo Metal

Customized Sheet Metal Components Deep Drawing Stamping Parts China Metal Part Stamping Made In China Com

Pin On Gona Make
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqanrgedlytgbba Fssfknv1g5visfytirmqip7o Zgd X2amn Usqp Cau

A Brief History Of The Rt Pancake Die Universe Dar Shelton In 2020 Wooden Jewelry Jewelry Making Metal Working

Minimal Desk Organizer Set For Office Including Pen Holder Notepaper Holder And Smart Phone Stand Office In 2020 Metal Pen Pen Holders Metal Design

Gibraltar Building Products 10 Ft Corrugated Galvalume Steel 26 Gauge Roof Panel 23992 The Home Depot Steel Roof Panels Corrugated Metal Roof Polycarbonate Roof Panels

Sheet Metal Brake Assembly Tutorial Sheet Metal Brake Sheet Metal Fabrication Metal Bending Tools

Galvanized Sheet Metal Corrugated Metal Fence Capped In Cedar With 4x4 Cedar Posts Corrugated Metal Fence Privacy Fence Designs Fence Design
Source : pinterest.com
